材料强度过高或过低的产品,工件在180~210HB的洗削性和洗削性都较好,对工件的表面质量也很好。在工件强度低于170HB或超过240HB的情况下,面向工件进行调质处理,以提高工件的切削性能。由于强度太低,洗削时常产生堆屑,造成拉刀断裂。洗削力太大,洗削时,切削力增加,长时间拉刀负荷过大,容易造成疲劳断裂。作业人员可以根据产品的切割形状来判断工件的洗刷性能。若为卷屑,则表明产品工件的切削性能良好;若为碎屑,则表示产品工件切削性能较差。
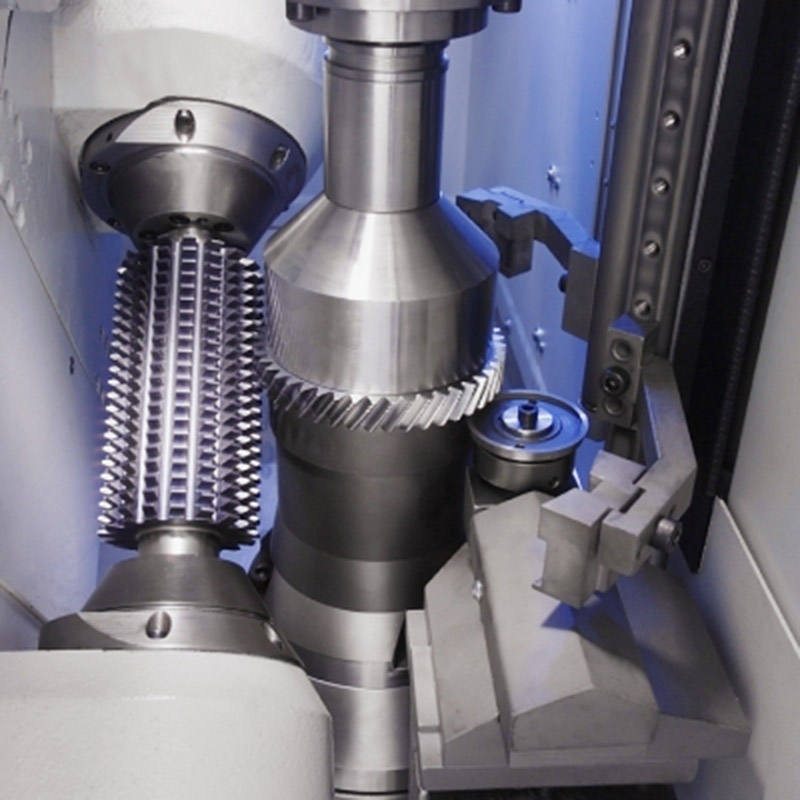
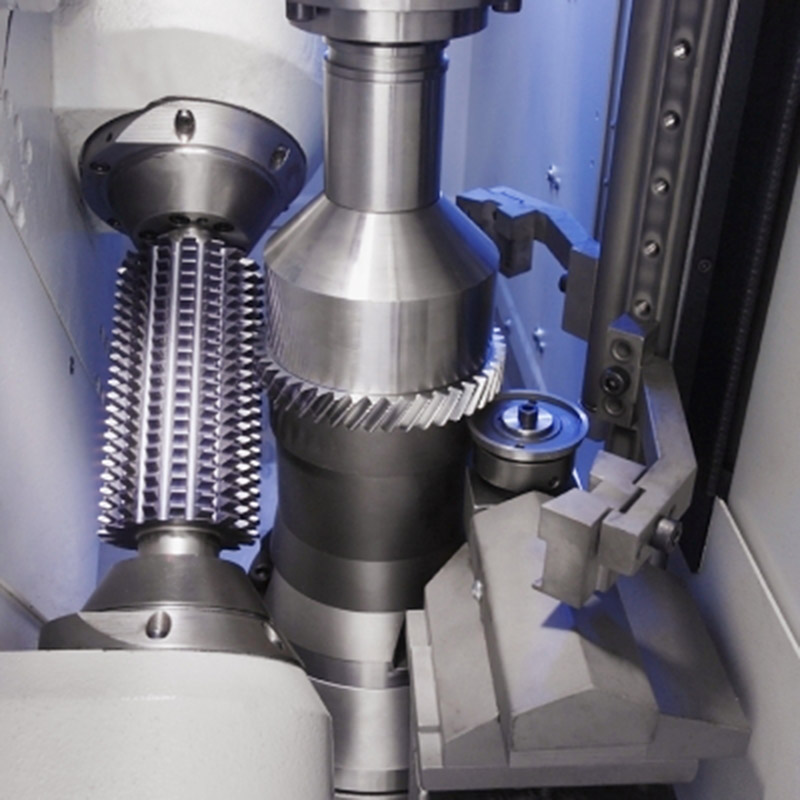
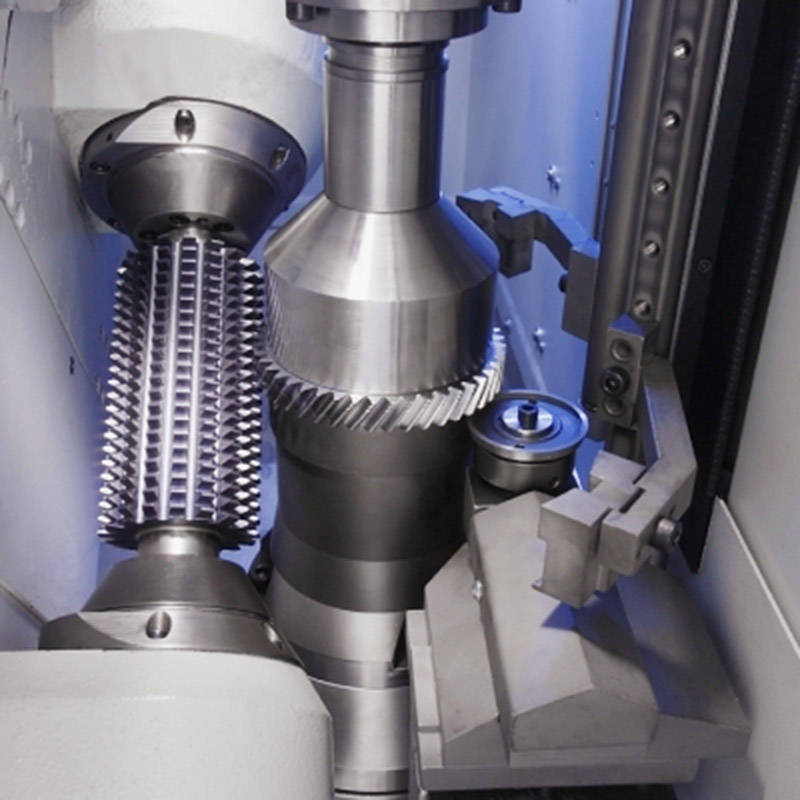
拉刀的构造、刀齿形状与拉削方法有关。拉削方法一般分为分层拉削和分层拉削两大类。前一种又分为形式和渐进形式;后一种又分轮切式和综合式。成形拉刀的每一种刀齿的外形都与被加工表面的最终形状相似;渐成式拉刀的刀齿形状和产品齿形不同,其形状是由各刀齿顺序钻削后慢慢产生的。轮切拉刀由若干个刀齿组成,每组直径相同的刀齿分别切去一层金属材料中的一层。
1. D1 它有极高的硬度和耐磨性,与金属摩擦系数很小,切削刃极锋利,能切下极薄切屑,有很好的导热性,较低的热膨胀系数,但它的耐热温度较低,在700~800℃时易脱碳,失去硬度,抗弯强度低,对振动敏感,与铁有很强的化学亲合力,不宜加工钢材,主要用于有色金属及非金属的精加工,超精加工以及作磨具、磨料用。2.立方氮化硼:是由立方氮化硼(白石墨)在高温高压下转化而成的,其硬度仅次于金刚石,耐热温度可达1400℃,有很高的化学稳定性,较好的可磨性,抗弯强度与韧性略低于硬质合金。一般用于高硬度,难加工材料的半精加工和精加工。

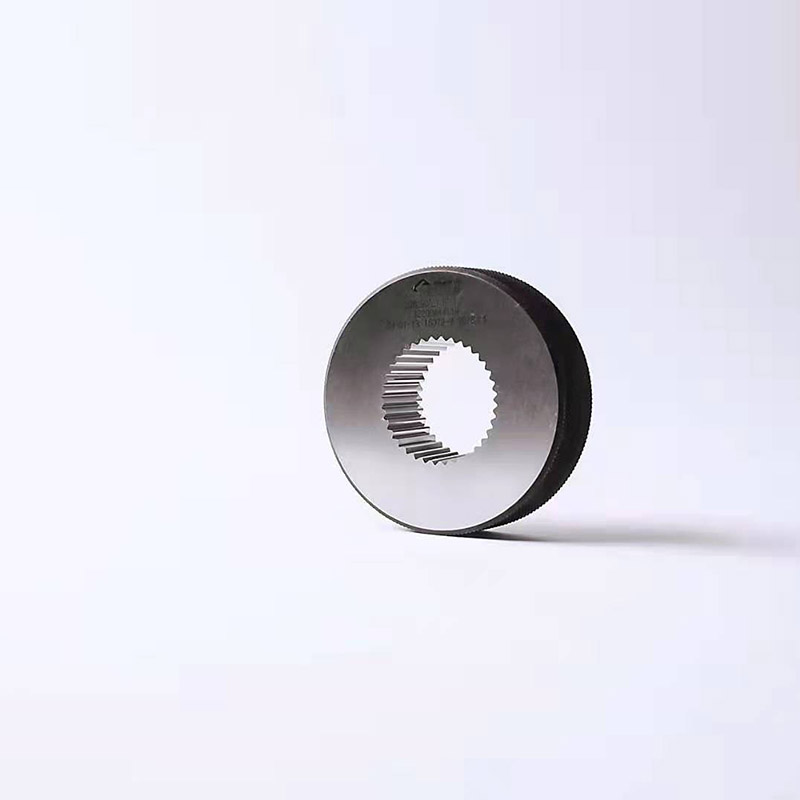
拉刀高度的调剂通常在装配新拉刀时进行,通过用厚度1致的垫片垫入刀座与进给滑台之间或采取可沿拉刀长度方向移动的专用调剂楔铁都可实现拉刀高度调剂。调剂楔铁的斜角为1°30′~2°,其长度应比拉刀总长大1个最大调理行程,其宽度等于拉刀底面宽度,楔铁上的紧固螺钉孔应做成长条形,其长 度应大于楔铁的行程长度。