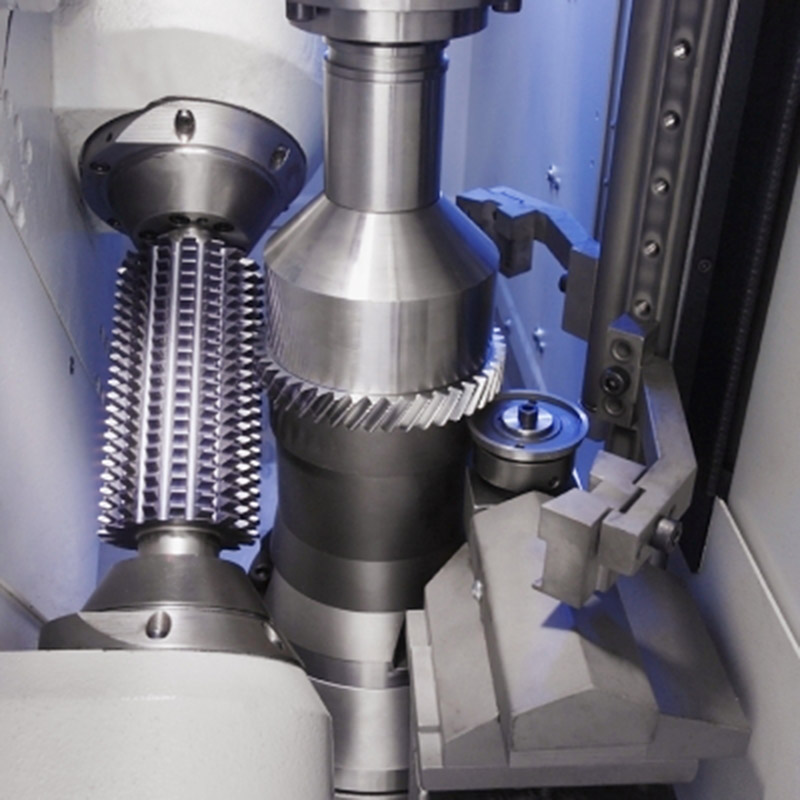
厂 三角花键轴插齿刀装在数控刀片主轴轴承上﹐作转动运动和左右往复式插削运动﹔产品工件装在工作中台子上﹐作转动运动﹐操作台(或刀台)可横着挪动完成轴向进入运动。 数控刀片往返时﹐刀台向后稍加晃动完成让刀运动或操作台作让刀运动。

厂 因为数控车床分度蜗杆副生产制造及安裝偏差导致健身运动轴力;十字滑台放心锥型滑轨副空隙过大,导致操作台健身运动轴线不稳定;滚刀主轴轴承系统软件径向圆柱度过大或压力轴承咬烂。磨前滚刀根据提升 分度蜗杆副的生产制造精度和安裝精度,提升 操作台锥型滑轨副的相互配合精度,提升 滚刀主轴轴承系统软件径向精度,拆换咬烂的平面图轴等方式 处理。 滚刀的轴向和径向圆柱度过大;分度蜗杆和分度蜗轮蜗杆齿距偏差;齿坯安裝轴力,根据提升 滚刀的安裝精度,修补或拆换分度蜗杆副,清除齿坯安裝偏差等方式 处理。

厂 三角花键轴插齿刀的转动运动和产品工件的转动运动构成复合型运动,产生产品工件的渐开线齿轮齿廓;插齿刀的往复式运动产生产品工件齿长方位的输电线,是一个简易运动,也是插齿时的主运动。 插齿时,最先是插齿刀相对性产品工件作轴向进入,直至全齿深时终止进入,复合型运动,切齿深及时时,产品工件再掉转一圈后,齿轮加工完善,随后插齿刀与产品工件迅速分离,数控车床全自动终止。

厂 滚刀的两边刃口是前边与侧铲表面的交线,它理应遍布在蜗杆螺旋式表面上,外螺纹齿侧边是渐开螺旋面,在与基圆柱体相交的随意平面图和渐开螺旋面的交线是一条平行线,其端模型是渐开线齿轮,渐开线齿轮蜗杆径向模型与渐开螺旋面的交线是曲线图,用这类基本上挤出机螺杆生产制造的滚刀,沒有齿型设计方案偏差,钻削的传动齿轮精度高。