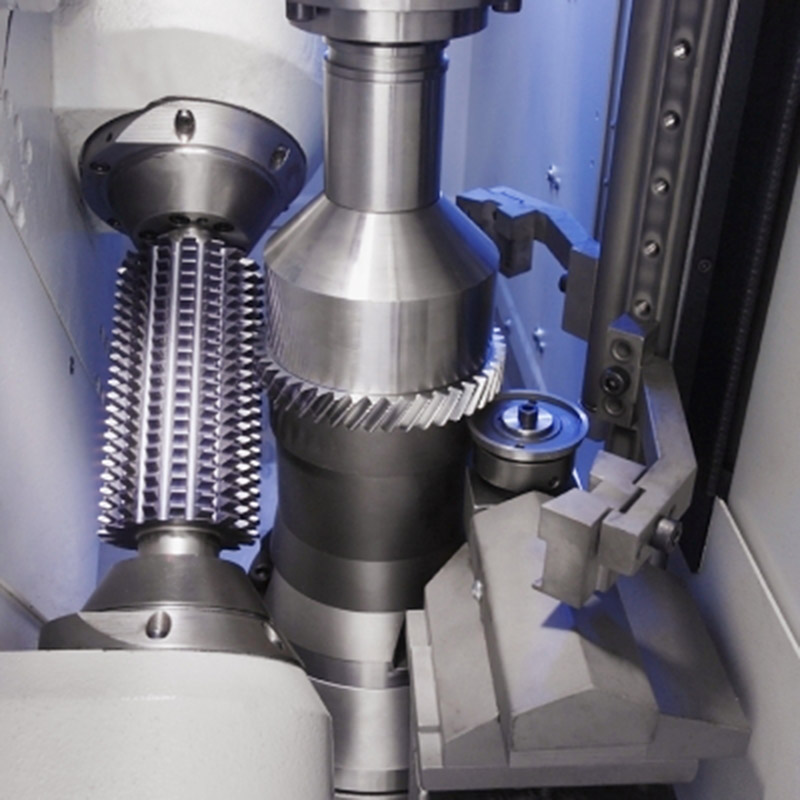
厂 弧形传动齿轮的生产制造加工工艺和渐开线齿轮锥齿轮的生产制造加工工艺基本一致,凡能钻削加工渐开线齿轮锥齿轮的数控车床,大多数能加工弧形传动齿轮,加工方式 有成型法和展成法二种,弧形传动齿轮还可以用这二种方式 加工,在加工中关键用滚刀滚切,滚切加工方式 不但生产制造高效率,并且切出来的传动齿轮精度也很好,绝大多数弧形滚刀全是用滚切法加工的。

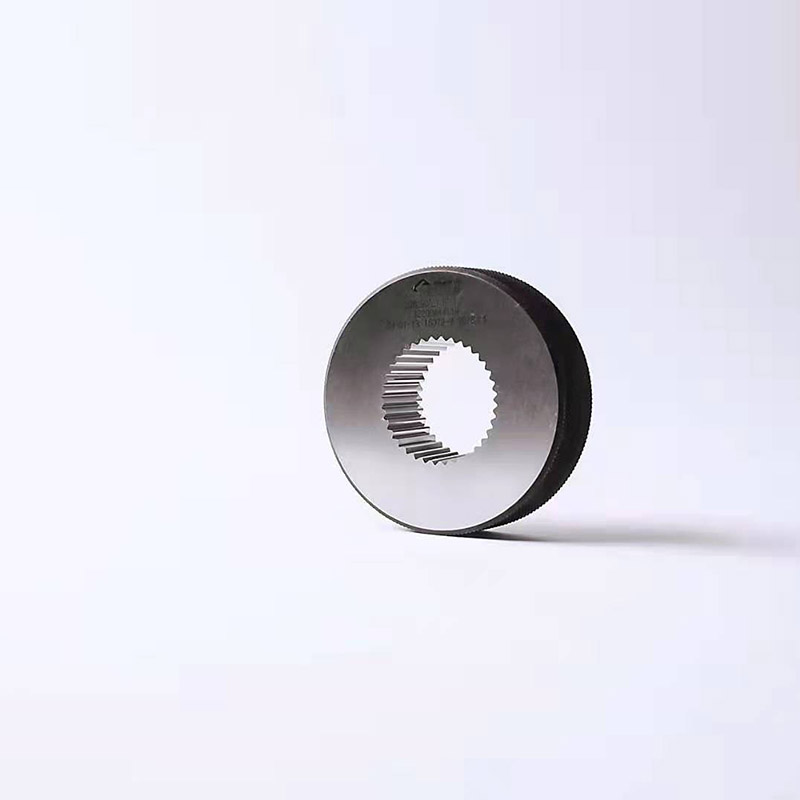
厂除此之外,插齿刀的往复式运动,往下是激光切割,往上是空程,为了更好地在空程时降低刃口的损坏,插齿刀在空程时要有让刀运动。 插齿刀按外观设计分成盘形插齿刀、碗形插齿刀、筒形插齿刀和锥柄插齿刀4种。

消除表面缺陷:拉削时表面产生鳞刺、纵向划痕、压痕、挤光、环形坡纹和啃刀等是影响拉削表面质量的常见缺陷,其形成原因很多,其中主要有:刃口钝化或微小崩刃、刃口粘屑,刀齿刃带过宽或宽度不均、前角太大或太小、拉削过程中产生振动。消除拉削缺陷,提高拉削表面质量的途径:1)提高刀齿刃磨质量,防止刃口微刃产生并保持刃口锋利。