拉削加工与其他切削加工方法相比较,具有以下特点:(1)生产率高:由于拉刀是多齿刀具,同时参加工作的刀齿多,切削刃总长度大,一次行程能够完成粗—半精—精加工,因此生产率很高,尤其是加工形状特殊的内、外表面工件时,效果尤为显著。(2)拉后工件精度与表面质量高:由于拉削速度比较低(目前一般不超过0.30m/s),拉削平稳,切削厚度薄(一般精切齿的切削厚度为0·005∽0.015mm),因此可加工出精度为IT7~8,表面粗糙度Ra3.2~0.5的工件,若拉刀尾部装有浮动挤压环,则可达Ra0.4∽0.2。

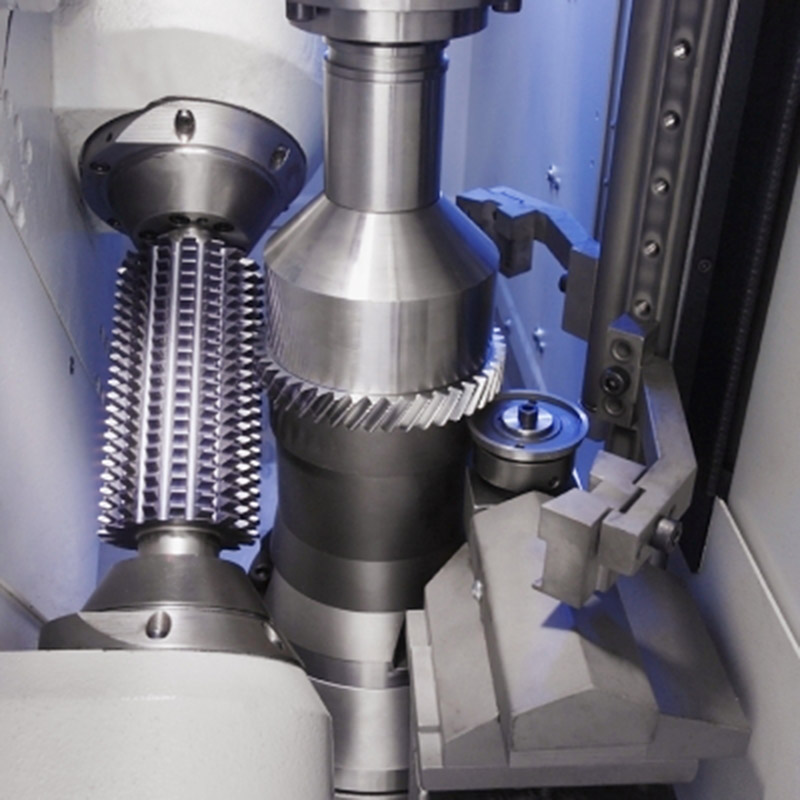
定制插齿刀在数控磨床上修磨。直齿插齿刀是用沙轮片的外圆面修磨,修磨时,筒夹应调节一个相当于插齿刀尺侧的视角,使前刃口圆锥母线平行面于沙轮片的外圆面的母线槽,插齿刀和沙轮片都绕本身的中心线旋转,沙轮片还沿本身的中心线方位往复式运动。

定制 三角花键轴插齿刀装在数控刀片主轴轴承上﹐作转动运动和左右往复式插削运动﹔产品工件装在工作中台子上﹐作转动运动﹐操作台(或刀台)可横着挪动完成轴向进入运动。 数控刀片往返时﹐刀台向后稍加晃动完成让刀运动或操作台作让刀运动。