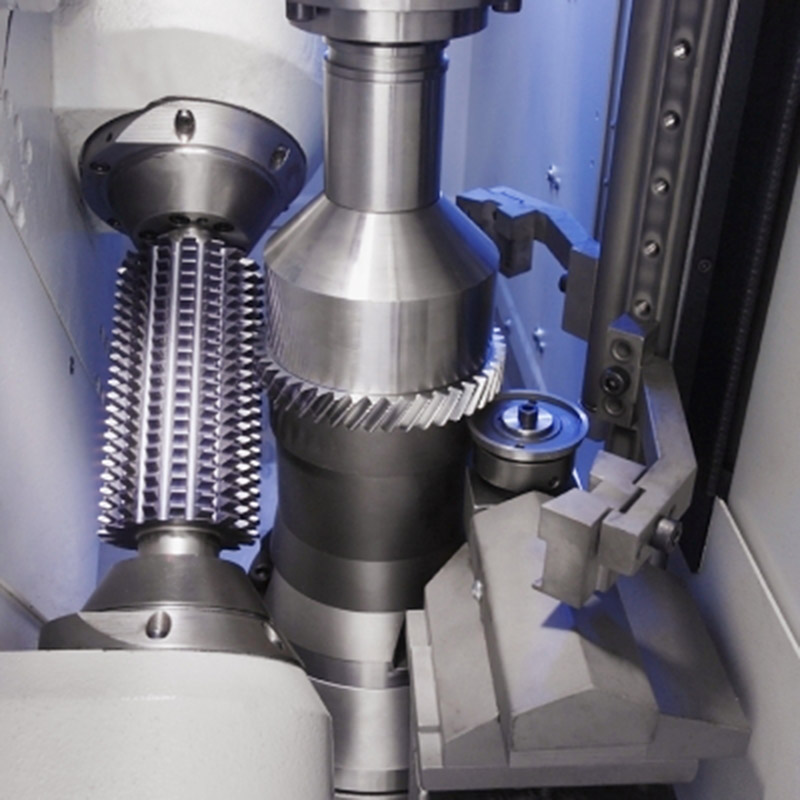
厂插齿刀在数控磨床上修磨。直齿插齿刀是用沙轮片的外圆面修磨,修磨时,筒夹应调节一个相当于插齿刀尺侧的视角,使前刃口圆锥母线平行面于沙轮片的外圆面的母线槽,插齿刀和沙轮片都绕本身的中心线旋转,沙轮片还沿本身的中心线方位往复式运动。

1.各齿前角和刃带宽度保持一致。2.保持拉削过程稳定性,增加同时工作齿数,减少精切齿和校准齿的齿距,提高拉削工艺系统刚性。3.合理选用拉削速度,避免速度过低产生爬行,过高产生振动。4.使用硬质合金拉刀、涂层拉刀、激光强化高速钢拉刀等,这对于提高拉削速度,减少拉刀磨损、提高拉刀寿命和改善拉削表面质量均有良好作用。5.合理选用与充分浇注切削液。

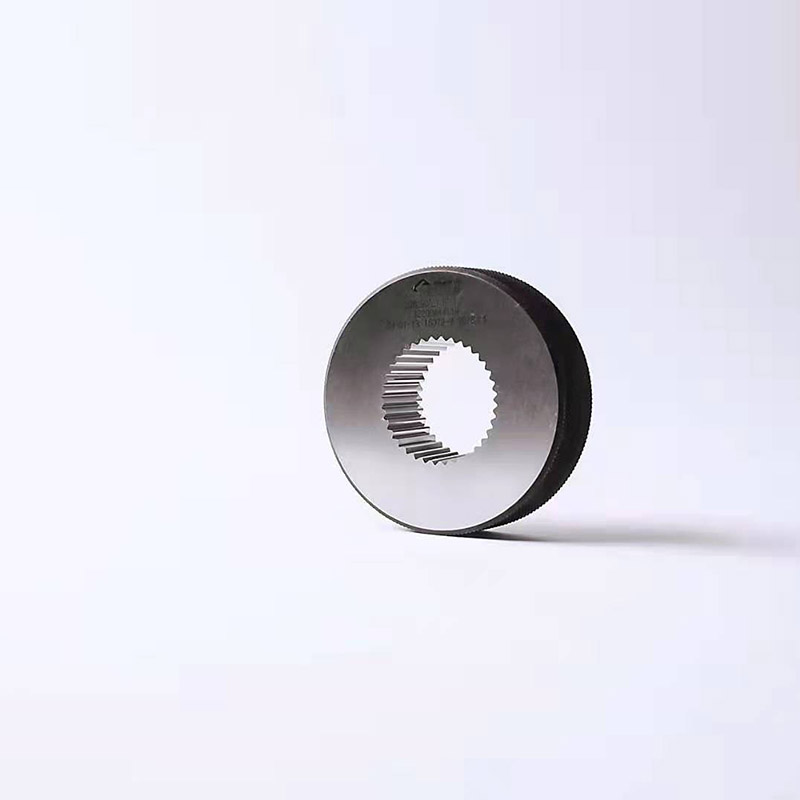
采取拉削方式加工回转体外表面时,拉刀工作原理加工时,工件固定在夹具上随主轴1起高速旋转,拉刀沿工件圆周切线方向作直线进给运动。拉刀的每一个刀齿都可看做1把切向成形车刀。键槽拉刀称由于拉刀各刀齿的切削刃与拉刀支持平面的距离各不相同,当各刀齿顺次切入工件时,从切削刃到工件轴线的最小距离也逐齿变化,从而决定了各刀齿切除金属层的厚度。拉刀可在1次工作行程中完成粗、半精和精加工,且每加工阶段可安排不同的加工余量。 由于工件的径向尺寸由刀具安装位置决定,与进给运动的时间无关,因此加工精度易于保证

厂 因为数控车床测量范围蜗杆副生产制造及安裝偏差导致健身运动轴力;十字滑台放心锥型滑轨副空隙过大,导致操作台健身运动轴线不稳定;滚刀主轴轴承系统软件径向圆柱度过大或压力轴承咬烂。磨前滚刀根据提升测量范围蜗杆副的生产制造精度和安裝精度,提升操作台锥型滑轨副的相互配合精度,提升滚刀主轴轴承系统软件径向精度,拆换咬烂的平面图轴等方式处理。