拉刀角度的设计要点:在切削进程中,切削刃上任意点的工作前角和后角都在不断变化。现在讨论切削刃在直线段AB上的任意位置C点时(C点位置可用半径Ri=OC和角度h来表示)垂直于工件轴线的剖面。在设计组合拉刀时,其结构应能实现拉刀高度可调,以保证在加工复杂零件廓形时能取得 所需加工精度。键槽拉刀称采取硬质合金可转位刀片的拉刀可大大提高拉削效力和刀具使用寿命。

厂为确保剃齿刀的使用期限和被剃齿轮在应用中的齿合稳定性,剃前齿轮齿形要做相对应的更改,维持一定的留剃容量,齿顶修缘,轮齿沉割。 剃前端铣刀减少了传动齿轮、丢掉了掛轮箱:减少了传动齿轮偏差,公法线长短变化量、周节积累偏差、轴向综合性尺寸公差的确保工作能力进一步提高,完成了调节自动化技术,不仅大大缩短了调整时间,并且提升 了调节的可靠性与准确性。

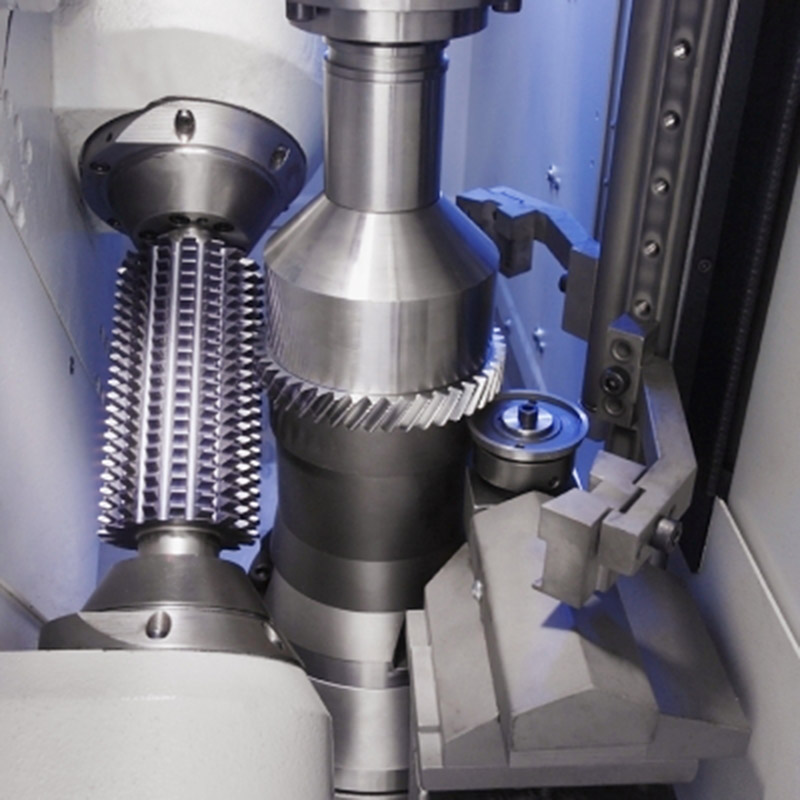
厂 磨前滚刀偏差造成缘故清除方式: 在齿轮全部工艺规程中,滚齿是常常造成偏差的阶段,滚齿常常发生的难题及缘故关键有:齿轮轴向圆柱度偏差,因为齿坯几何图形轴力和安裝轴力;用夹装精准定位时,与数控车床核心轴力,根据提升齿坯基准点精度,提升工装夹具精准定位面精度,提升调节水准,拆换或再次装调等方法处理。
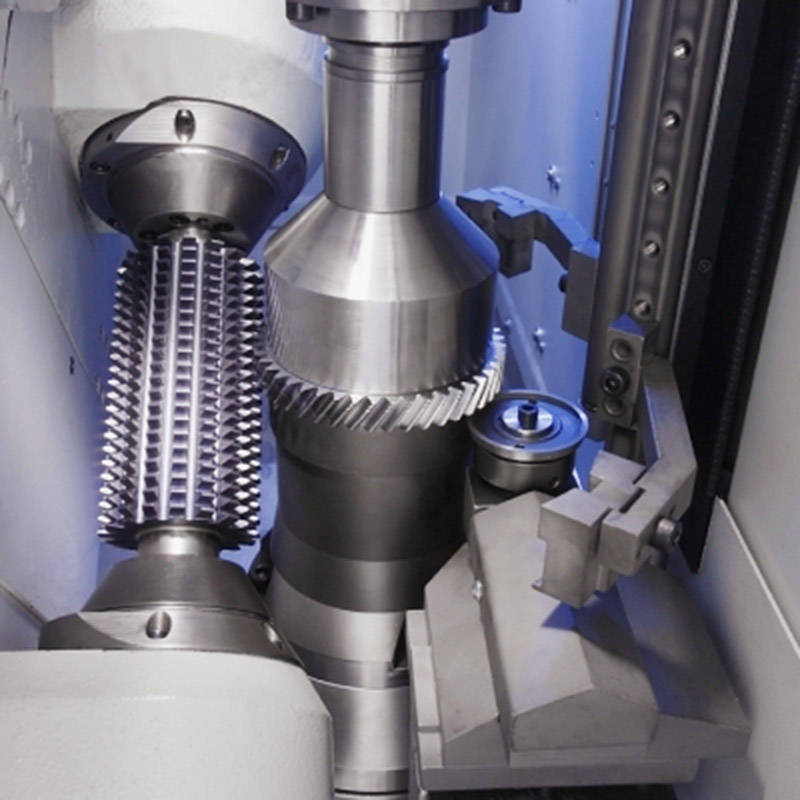
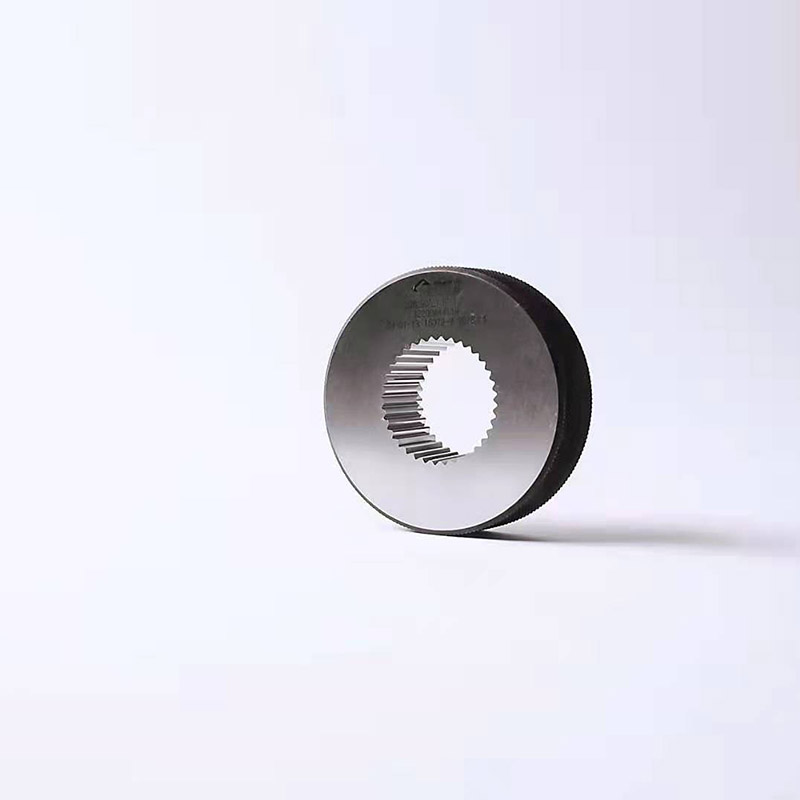
厂倒圆角滚刀是按照螺旋式齿轮副齿合基本原理,用展成法钻削齿轮的数控刀片,齿轮滚刀等同于小齿轮,是一个螺旋角β0非常大而外螺纹个数非常少(1~3个齿),齿较长,并可绕滚刀测量范围圆柱体好几圈的螺旋式齿轮,为了更好地产生刃口,在蜗杆内孔顺着中心线铣出几个容屑槽,以产生前边及尺侧。锥柄插齿刀用以加工内齿轮和小的外齿轮,靠内螺纹的外螺纹扭紧在插齿机的主轴轴承上。